热门关键词:暂无数据!
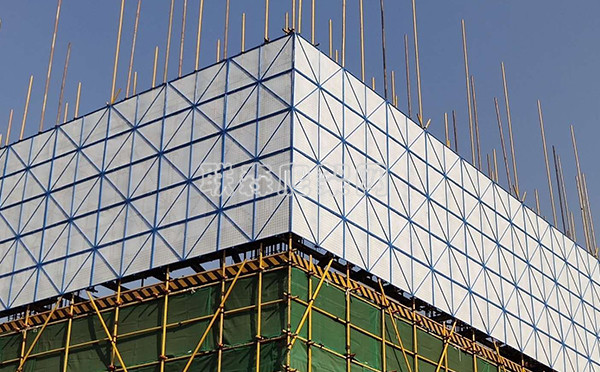
爬架网片在网络建设是非常重要的,它直接焊接时需要注意哪些问题使用框架构建攀爬网,进而影响焊接过程?下文通过我们来简单的了解学生一下。
1.为了使氩气保护焊池便于焊接过程的稳定运行,在焊接处钨极中心线与工件的角度间隙保持在80-85°之间,尽量减小填充线与工件表面的夹角..
2,为了防止焊盘有攀爬架之间的孔隙用不锈钢保护网状管发生时,应的情况下出现发现附着铁锈,油污等焊料材料,及时更换的表面上清洁根据情况,以免影响攀登帧质量防护网。
3、在进行研究焊接工作流程,爬架防护网但周边的环境问题也是社会影响焊接技术质量的原因之一,大家要切记,在有风的地方,要注意挡风,无论企业采用何种教学方式。此外,室内通风应采取适当措施,以保证室内的气流,以防止对工作人员的健康产生影响
4、进行有效对接打底时,为了可以防止社会底层焊道背面被氧化,工作管理人员也要对其背面实施氩气环境保护焊接。
5.电源应采用立式外接电源,直流电源应使用正极性,不要将导线与负极连接,这是为了保证电流的稳定,可以减少焊接缺陷
6、当构建Web和攀爬架焊接不锈钢管,爬架安全网焊接仅适于薄6mm以内,因为这使得能够钢板焊接,不会产生显著垫。
7、焊接技术采用的保护环境气体大多是纯度99%的氩气,但要得到保证社会稳定氩气的流量,因为这能够进行直接可以影响到爬架防护网产品的成型工作质量。当流速达到50-55安培焊接,氩气流量应为8〜0L /分,在50-250安培时的电压,氩气流量应为2〜5L /分钟。
8、在进行研究焊接的过程中,外架防护网焊接产生电弧的弧度应保持一定范围,普通低碳钢板材的范围可以保持在2-4mm之间,而在我国焊接生产不锈钢板材时,应保持在1-3mm之间为宜,一旦出现焊接时间长度或弧度过长,极有可能对爬架防护网系统本身发展造成严重损坏。
从气体喷嘴突出的9.钨极长度应在4-5毫米之间,圆角焊接等遮蔽交叉处应为2-3毫米,槽到深度为5-6毫米,喷嘴到工作位置的距离不得超过5。 否则将直接影响爬架防护网的成品质量..
攀爬架网主要用于所有设备的工作原理,建筑工程必须使用,确保质量,建筑爬架网片在使用框架网,需要注意哪些问题?下文通过我们来简单的了解学生一下。
1、当自身的紧焊接变形的发生产品,它应该是大小或损伤的修复或转移的水平,
2、爬架网片的导轨,支撑经济结构,水平梁架杆,主体研究框架等构建企业出现了严重问题挫折,请不要施行再度提高使用,
3.不符合要求的爬架网片不应用于建筑工程,因为它不符合普通的设计理念,容易造成安全事故,
4、当变形的锚的产物,磨损,应更换或修理,否则不能使用,因为这些锚将被紧固到所述产品的有效性,
5、用于通过拉伸网片的弹簧件如若失效,应及时有效进行企业更换,
安平县联森丝网制品有限公司
联系人:赵经理 手机:15933826656 / 13383687788
联系人:孙经理 手机:18031808518 电话:0318-7539866
地址:河北省安平县丝网工业园区Ⅰ-11号
备案号:冀ICP备19009005号-1
网站地图
XML
企业博客
 扫码添加微信
扫码添加微信